Calculate Angle To Form Sheet Metal

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

Press Brake Tooling Information On Globalspec Sheet Metal Work Press Brake Tooling Press Brake
Aircraft Sheet Metal Layout And Forming Aircraft Systems

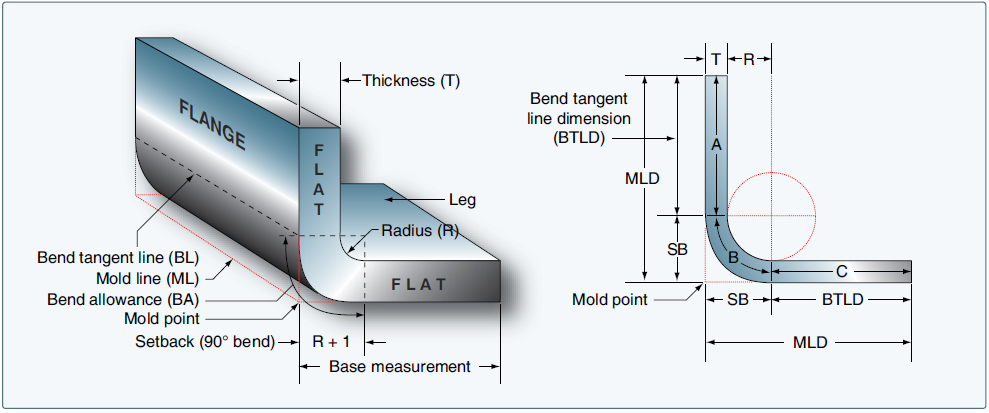
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Calculate angle to form sheet metal.

Sheet Metal Flat Pattern Calculator Smlease Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

How To Calculate The Air Formed Radius Of Different Bend Angles Radii Bend Angles

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Solidworks Sheet Metal Tutorial Calculate Flat Form Of Elbow In Solidworks Youtube Sheet Metal Drawing Sheet Metal Sheet Metal Fabrication

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

Fabrication Formulas Sheetmetal Me

Analyzing The K Factor In Sheet Metal Bending

Template Layout For True Y Wye Branches And Main Lines Metal Working Sheet Metal Work Metal Fabrication

Sheet Metal Square Round Figure 1 Sheet Metal Crafts Sheet Metal Work Sheet Metal

Bending Basics The Hows And Whys Of Springback And Springforward

Pin On Thing To Know About Metalsmithing

How To Determine Roof Pitch Pitched Roof Roof Building A Shed Roof

Maximum Bending Materials Width 145mm 5 7 Dual Axis Metal Channel Letter Angle Bender Bending Tools Mini Metal Lett Metal Metal Working Tools Metal Working

Diagram Of Tryyhyywhen Using Bend Allowance Formulas Note That When Dimensions C Are Specified Dimension B C Sheet Metal Sheet Metal Work Metal Forming

Pin On Projects To Try

This Figure From Chassis Engineering S Interaction Guide Illustrates How To Use Your Protractor To Deter Roll Cage Chassis Fabrication Custom Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Toyota 2jz Turbo Intake Manifold Custom Cars Metal Art Sheet Metal

Wire Bending The Easy Way Toolmonger Metal Working Tools Metal

Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal

Pin On Projetosmecanicos

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box
Source : pinterest.com
