Calculation Of Blank Length Cutting Sheet Metal

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
K Factor Calculator For Sheet Metal Bending Smlease Design

Practical Machinist Largest Manufacturing Technology Forum On The Web

Cost Estimating Sheet Metal Manufacturing And Fabricated Parts And Products Generally Consists Metal Manufacturing Construction Estimating Software Sheet Metal

Stretch Out Length Calculations Youtube

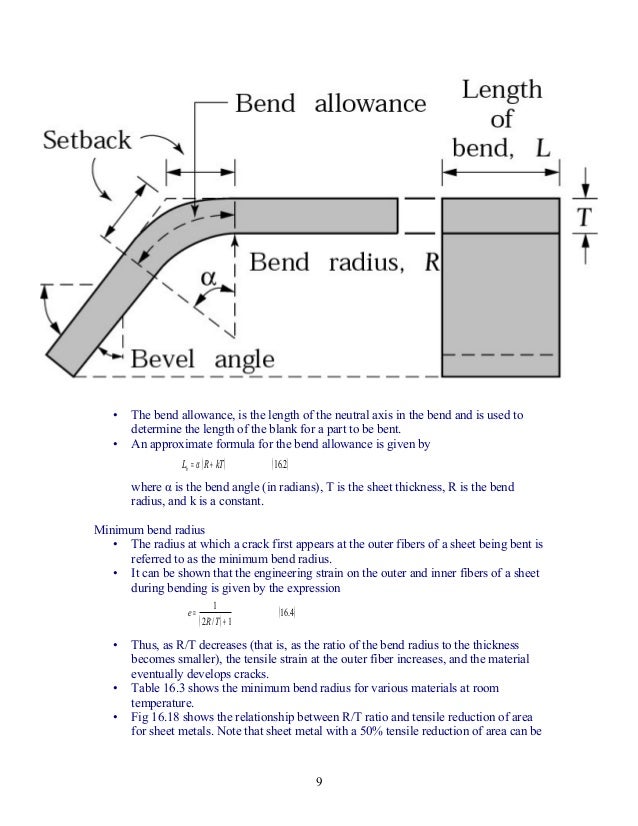
Bend Allowance Sheetmetal Me

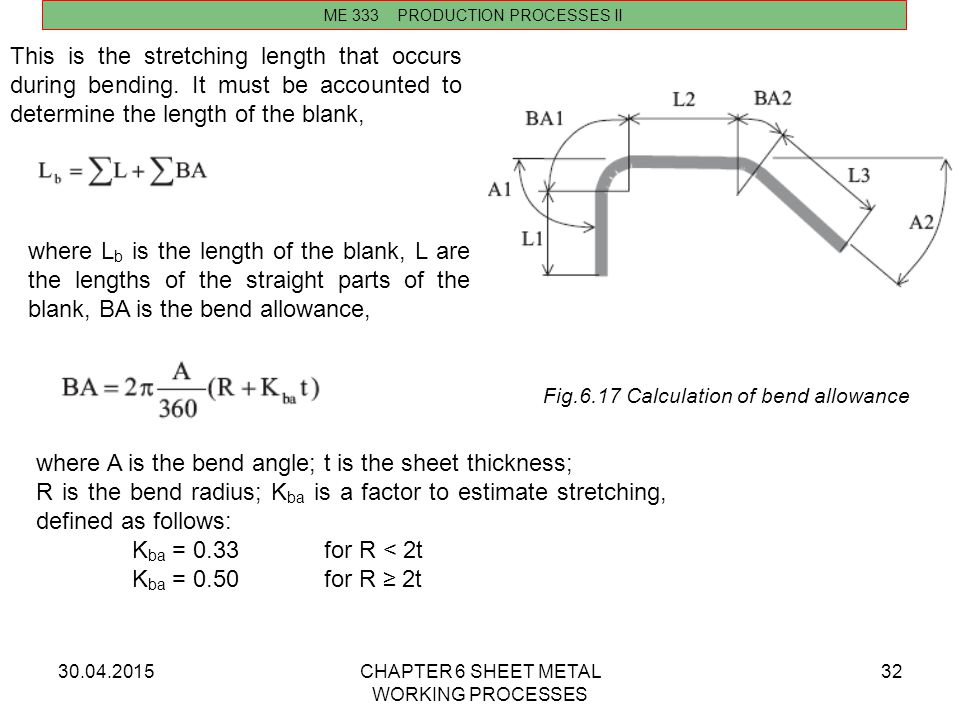
We are going to review three bending scenarios with three different bending angles.
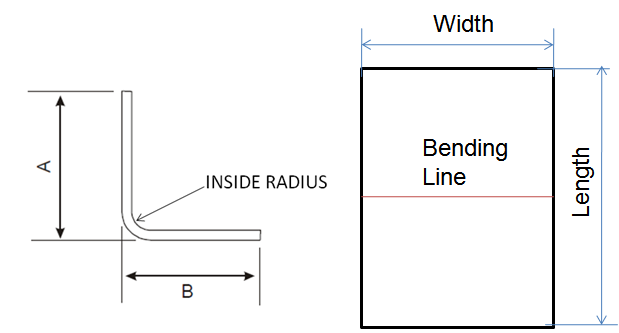
Calculation of blank length cutting sheet metal.

How To To Measure Length Of Metal Sheet To Make A Cylinder Of A Certain Daimeter Quora

Sheetmetal Develope Length Calculation Youtube

Calculating Blank Size For Rolled Sheet Metal Screencast Wisc Online Oer
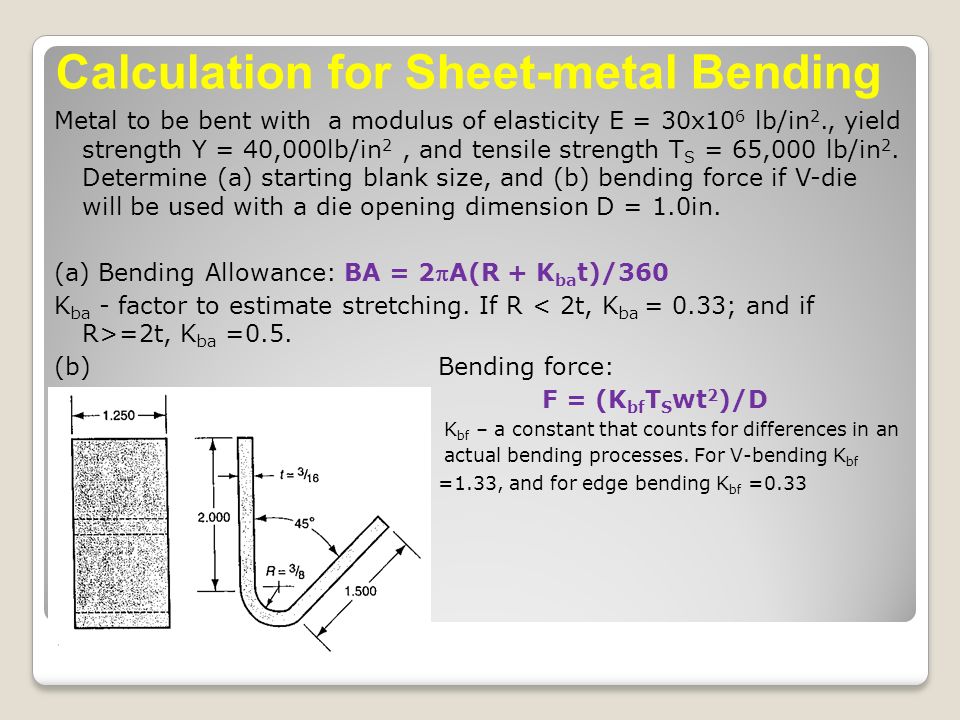
Calculating Clearance And Force Ppt Video Online Download

Image Result For Introduction Project To Pneumatic Sheet Shearing Shearing Sheet Shear Strength
Sheet Metal Calculators
Chapter5 Sheet Metal Forming

Sheet Metal 03 Deep Drawing Youtube

Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal

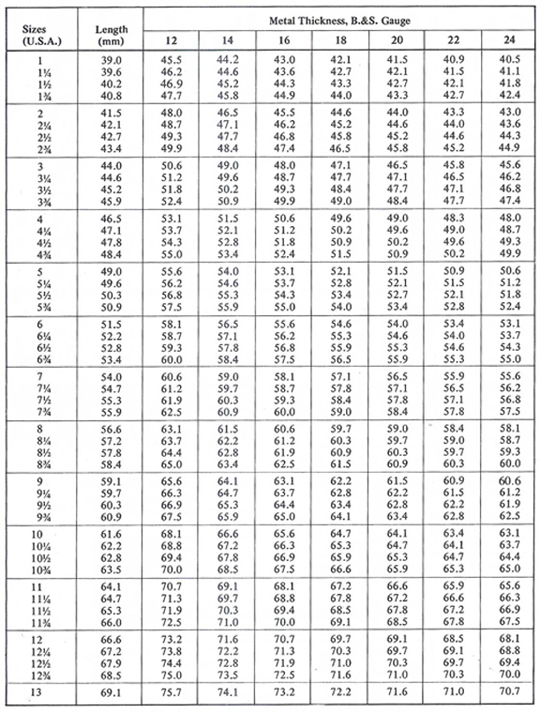
Cool Briefed Solderig Basics Get More Info Soldering Jewelry Silver Jewelry Diy Ring Sizes Chart
Ring Blank Sizing Nancy L T Hamiltonnancy L T Hamilton

Sheet Metal Forming
Sheet Metal Working Processes Ppt Download

This Proportional Scale Calculator Comes In Handy Can Use It To Calculate Different Sizes Of A Vinyl Decal Silhouette Tutorials Proportional Scale How To Make

Metals Melting Temperatures Jewelry Artists Network Metal Working Melting Temperature Metal
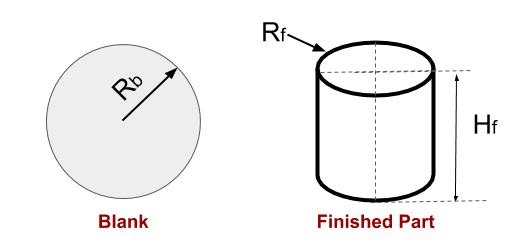
Deep Drawing Process In Sheet Metal Parts Smlease Design

How To Develop The Blank Flat Length For A Cylinder The Chicago Curve

Chart Diameter And Circumference Of Rings By Thickness Of Material Us Ring Sizes 1 14 How To Make Rings Jewelry Tutorials Ring Sizes Chart
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Steel Weight Calculator

Hinges Dobradica Metal Bending Tools Sheet Metal Brake Metal Tools

This Chart Must Only Be Used As A Guide As There May Be Variations Of Grade And Quality In Material This Chart Would Assume T Hydraulic Shear Chart Shearing

Blank Size Calculation Of Deep Draw Parts In 2020 Science And Technology Computer Aided Engineering Process Engineering

Reference Library Jewelry Making Supplies Metalsmithing Jewelry Jewelry Making Supplies Touchstone Crystal Jewelry
Source : pinterest.com
