Calculating Cutting Force For Slot Sheet Metal

Sheet Metal Forming

Sheet Metal Design Guide Geomiq
Design Guidelines Sheetmetal Me
Sheet Metal Cutting Operations Smlease Design

Sheet Metal Design Guide Calculate Bending Allowance Accurately Beams I Beam Steel Beam Sizes

Chapter 17 Sheet Forming Processes Part 1 Shearing Bending Review Ein 3390 Manufacturing Processes Spring Ppt Video Online Download

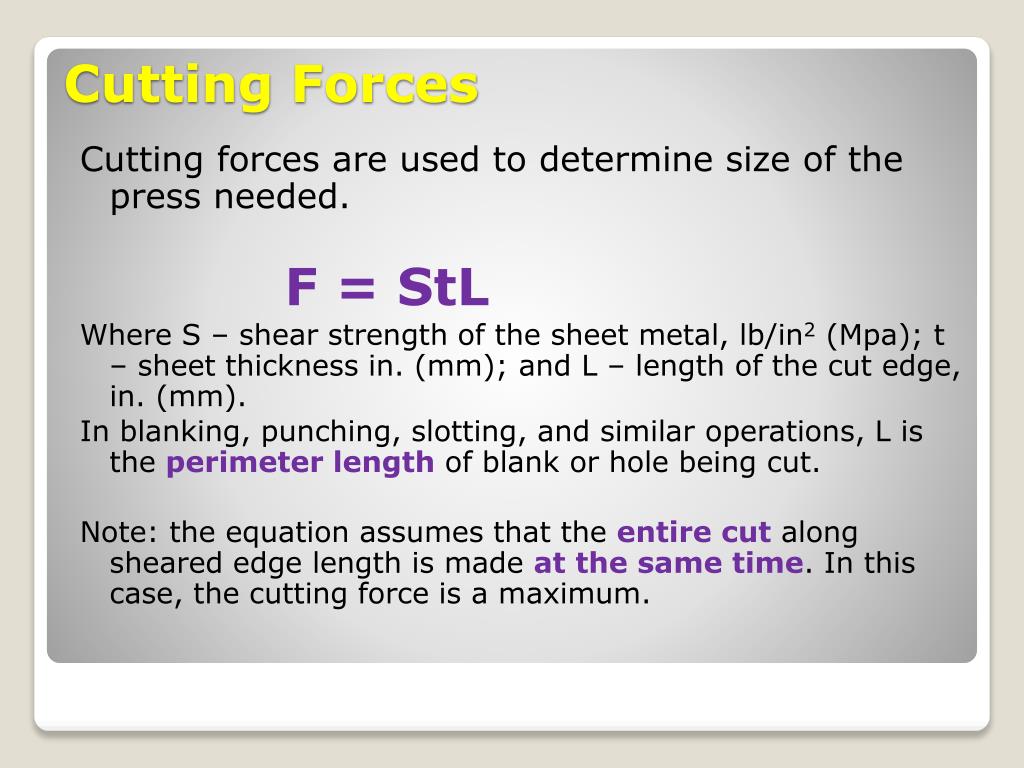
Punching force calculation formula.
Calculating cutting force for slot sheet metal.

Anyone Already Wrote A Feature Script For Slotted Bending Sheet Metal Onshape

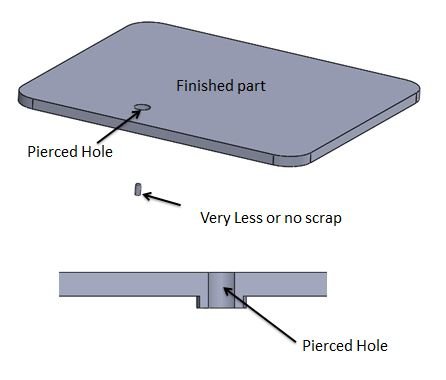
Stamping Piercing
The Power Of Sheet Metal Design
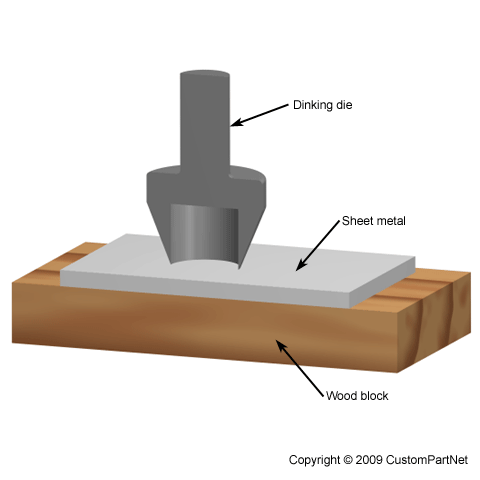
Sheet Metal Cutting Shearing
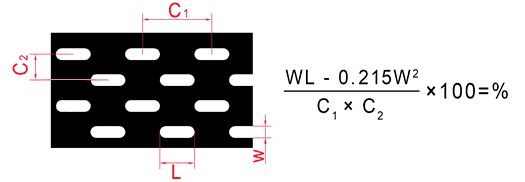
Perforated Sheet Open Area Calculation

Experimental Optimization Of Tab And Slot Plug Welding Method Suitable For Unique Lightweight Frame Structures Sciencedirect
Ppt Homework For Chapter 16 Powerpoint Presentation Free Download Id 1391569

Pdf Sheet Metal Cutting And Piercing Operations Planning And Tools Configuration By An Expert System
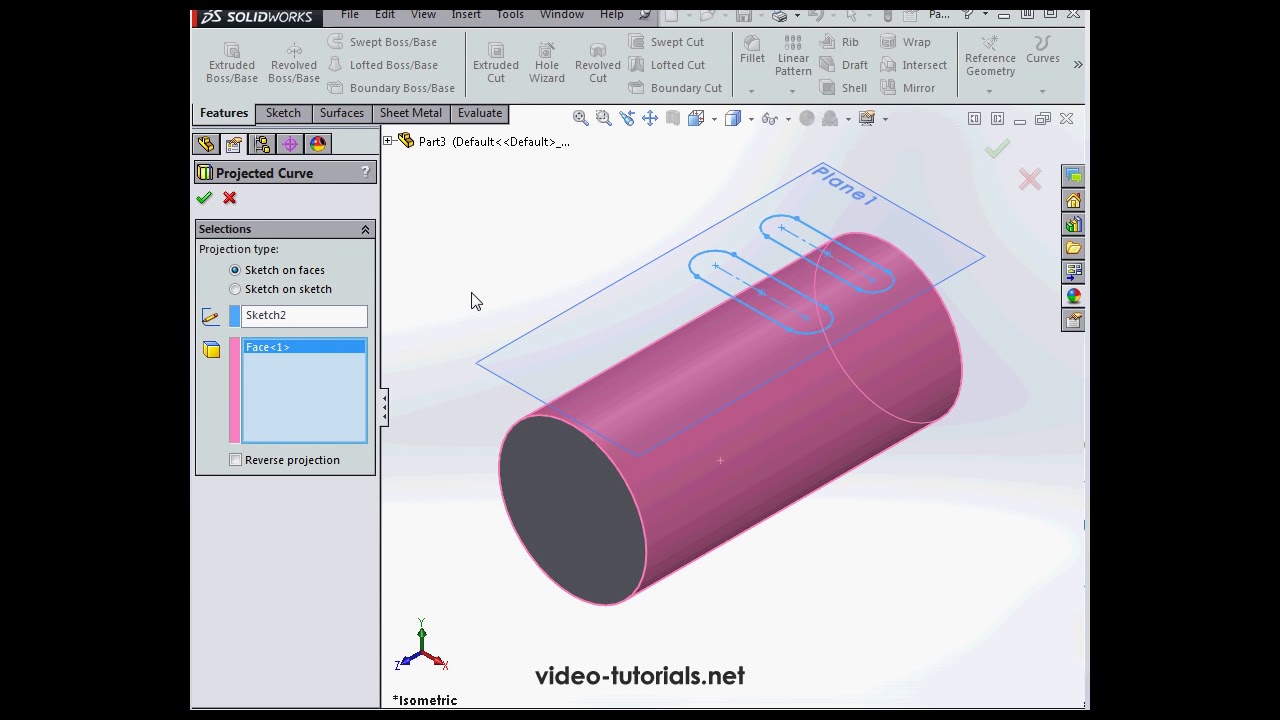
Slots On A Cylindrical Surface Solidworks Tutorials Q A Youtube

Pin On Smith Tecks

6 Types Of Sheet Metal Joining Techniques Machinemfg
Project Reportcommon Bending Tool Design For Two Sheet Metal Compone
Http Shodhbhagirathi Iitr Ac In 8081 Jspui Bitstream 123456789 10684 1 Mied248509 Pdf

Making Joints With Openbuilds V Slot And V Wheels And Tee Nuts In 2020 Diy Cnc Slot Joint
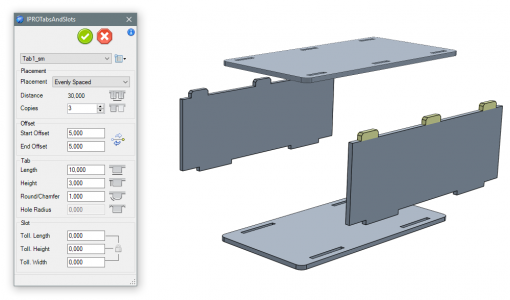
What S New In Ironcad Mechanical 2018 Ironcad Cad Software Solutions

Slot Die Coating Theory Design Applications Ossila
Http Www Amada Ca Text 20files 07052012text 20filesp171b9h5dtka9nvn3m01q30iqi Pdf
Welded Connection An Overview Sciencedirect Topics
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq81ootmhxnlr3lvpfm7d7xlzrlghmeu Tjjk6rosfowmtol6w Usqp Cau
6 Factors Affecting The Bending Radius Of Sheet Metal Machinemfg

How To Calculate The Min Bending Edge Of Sheet Metal Machinemfg
Http Scholarworks Umass Edu Cgi Viewcontent Cgi Article 1097 Context Theses

Heavy Duty Sheet Metal Punching With The Modern Mechanical Punch Press
Http Www Smelinkweb Com Imagelibrary 2929 Mate Manual Pdf
Source : pinterest.com
